
1
Le efficienti frese hanno permesso di rispettare con precisione sia le profondità di fresatura prescritte che la ristretta finestra temporale.
2
Per la stesa di base e Binder, previo posizionamento topografico delle sezioni di progetto, i nostri tecnici hanno posizionato fili longitudinali a guida plano altimetrica da seguire durante la posa della nuova pavimentazione.
3
Nella fase di stesa di base e binder hanno assunto ruoli da protagonista i rulli gommati.
4
Le vibrofinitrici Vogele e rulli Bomag tipo Asphalt Manager hanno fatto la parte del leone nella fase di stesa dei conglomerati bituminosi base binder e tappeto.
5
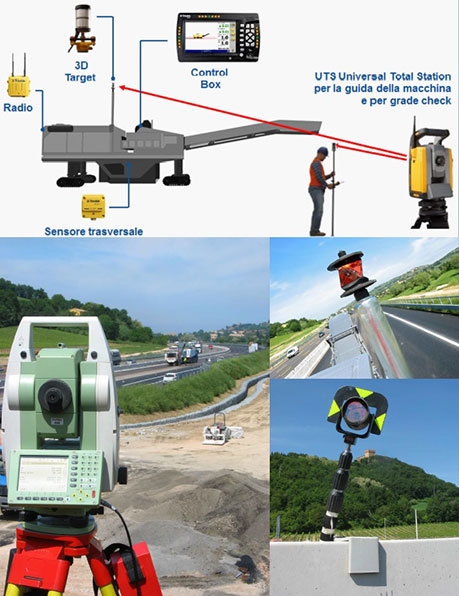
Prima dell’esecuzione del drenante si è fatto ricorso al sistema di livellamento con tecnologia robotica 3D.
6
La Pesaresi ha messo a punto e certificato uno spargifiller da montare su trattorino gommato, da utilizzarsi dopo la mano di attacco con emulsione modificata.
7
Oltre alla qualità delle macchine, anche la buona formazione delle squadre di operatori è un aspetto essenziale per la buona riuscita del progetto.
8
Durante la stesa del tappeto d’usura, ove possibile si è provveduto all’impiego contemporaneo di due vibrofinitrici affiancate.
9
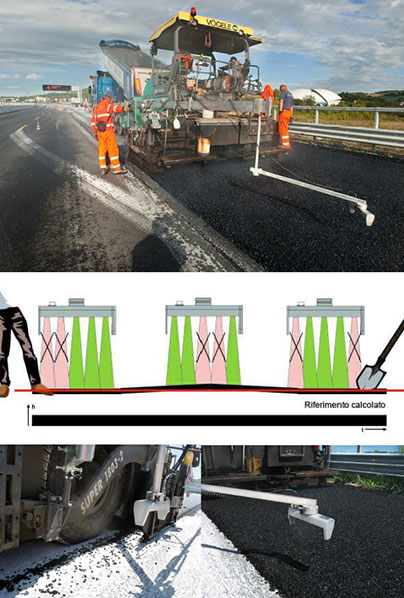
La stesa del tappeto d’usura drenante è avvenuto mediante macchina vibrofinifinitrice gommata, dotata di sistema Big Multiplex da 12 mt con tre sensori laser.
10
Lo studio delle miscele per la realizzazione dei conglomerati bituminosi rispondenti alle caratteristiche dettate dal Capitolato Speciale d’Appalto.
11
Il conglomerato bituminoso impiegato nelle lavorazioni è stato interamente prodotto nell’impianto di proprietà della Pesaresi Giuseppe S.p.A.
12
Il trasporto del conglomerato bituminoso è stato affidato esclusivamente a bilici stradali con cassone coperto.
Lavori di ampliamento alla 3^ corsia da Rimini nord a Pedaso
ricadenti nell’autostrada Bologna – Bari – Taranto, ubicati nel tratto Cattolica – Fano.
Lotto 2 dal Km 145+537 al Km 173+702 – Codice appalto n° 0368/A14.
Realizzazione di pavimentazione stradale in conglomerato bituminoso tipo base 0/30 modificata hard, binder 0/18 modificato hard, e tappeto d’usura drenante – ipodrenante.
Descrizione dell’intervento
Con riferimento ai Lavori di ampliamento alla 3^ corsia da Rimini nord a Pedaso ricadenti nell’autostrada Bologna – Bari – Taranto, ubicati nel tratto Cattolica – Fano. Lotto 2 dal Km 145+537 al Km 173+702, nel mese di novembre del 2011, a seguito di trattativa privata, la “PENTAPOLI” Società Consortile a r.l. ha affidato alla Pesaresi Giuseppe S.p.A., la fornitura e posa dei conglomerati bituminosi tipo Base 0/30 mod. hard e Binder 0/18 mod. hard.
La realizzazione della pavimentazione in conglomerato bituminoso sui tratti in ampliamento della sede autostradale, è avvenuta su rilevati – piani di posa in misto cementato predisposti dal Committente.
Previo posizionamento topografico delle sezioni stradali a tracciamento dell’ingombro plano-altimetrico della nuova piattaforma, prima dell’esecuzione delle stese del conglomerato bituminoso o contestualmente alla posa del primo strato di base, le nostre maestranze hanno proceduto all’installazione di fili guida longitudinali posizionati alla quota del binder, in modo da creare all’operatore addetto alla guida-regolazione della vibrofinitrice, un riferimento di quota e direzione, sia longitudinale, sia trasversale, in grado di determinare grazie ad esso, lo spessore delle strisciate intermedie necessarie a coprire l’intera larghezza della nuova piattaforma, che nei casi di ampliamento interamente asimmetrico arrivava fino a circa 15.00 metri. Il pacchetto stradale per il conglomerato bituminoso di progetto, prevedeva uno strato di base 0/30 con bitume modificato hard dello spessore totale, misurato dopo la rullatura, di cm 25, eseguito mediante la stesa di un primo strato dello spessore finito di cm 15 circa e una seconda stesa di cm 10 circa, avendo cura di sfalsare le giunte longitudinali variando la larghezza delle singole strisciate. La stesa è avvenuta per strati al fine di garantire il corretto costipamento del conglomerato e garantire il raggiungimento delle percentuali di vuoti dichiarati nelle prequalifiche. A tal fine la rullatura del conglomerato avviene mediante l’utilizzo simultaneo di un rullo gommato statico marca Bomag BW27RH del peso di 24 Ton. e un rullo in ferro vibrante marca Bomag BW174AD del peso di 10 Ton.
Prima dell’esecuzione del secondo strato di base, e del binder, è stata realizzata la mano d’attacco mediante lo spargimento di emulsione bituminosa acida, procedendo poi al tracciamento degli spessori esatti mancanti al raggiungimento dello spessore previsto, individuabili mediante l’utilizzo di fili trasversali riferiti alle sezioni tracciate.
La stesa del binder è avvenuta mediante uno strato unico dello spessore minimo previsto di progetto di cm 5, seguendo longitudinalmente i fili di tracciamento di cantiere, e trasversalmente le quote ulteriormente tracciate sull’ultimo strato di base, tra le singole strisciate, in modo di correggere eventuali lievi avvallamenti e/o imperfezioni presenti sullo strato sottostante, ponendo sempre la massima attenzione allo sfalsamento delle giunte longitudinali. Durante la stesa del binder è stato realizzato, ove necessario, il bordino di contenimento in conglomerato bituminoso, largo circa cm 10 e alto circa cm 15.
Mediante imbottiture si è provveduto all’innalzamento in quota e riprofilatura della sezione stradale esistente. Queste sono state organizzate dalla committenza in più fasi compatibili con l’avanzamento dei lavori, in turni di lavoro diurni e/o notturni. Nel caso di imbottiture provvisorie soggette ad apertura al traffico veicolare, o comunque ogni volta che vengono giuntate pavimentazioni in conglomerato realizzate in tempi diversi, è stata prevista la scarifica della stesa precedente al fine di ravvivare, pulire e rendere omogeneo il punto di attacco tra il nuovo ed il vecchio conglomerato bituminoso.
Successivamente, nel mese di febbraio del 2012, la Committente “Pentapoli S.C.a R.L.”, ha esteso la commessa a noi affidata ai lavori di realizzazione del manto di usura drenante. L’intervento è stato attuato in più fasi:
- 1° tratto, da Cattolica (Km 145+537 inizio lotto) a Pesaro (Km 163+000 circa località Case Bruciate), carreggiata Nord e Sud,
- 2° tratto, da Fano (Km 173+702 fine lotto) a Pesaro (Km 163+000 circa), carreggiata sud e nord.
Prima della stesa del tappeto d’usura di tipo drenante, si è proceduto mediante fresatura 3D all’ottimizzazione delle livellette dello stato di fatto. Lo scopo è quello di livellare il piano di posa dell’usura drenante mediante scarifica delle parti alte, ovvero ricarica con conglomerato bituminoso delle aree depresse. In questo modo si ottiene un’ottimizzazione della livelletta di progetto ed un livellamento delle lievi imperfezioni inevitabilmente presenti sul piano del binder, dovute all’esecuzione dello stesso in più fasi frammentate.
La superficie così ottenuta è stata perfettamente pulita con l’ausilio di una motospazzatrice, per essere cosparsa dapprima con una mano d’attacco modificata e successivamente con filler, allo scopo di impedire l’adesione con la superficie di posa dei pneumatici dei mezzi adibiti al trasporto e alla stesa del conglomerato.
La stesa del tappeto d’usura drenante è avvenuto mediante macchina vibrofinifinitrice gommata, dotata di sistema Big Multiplex da 12 mt con tre sensori laser. La formazione dello strato di usura, sulla superficie precedentemente livellata, è avvenuta mediante stesa a spessore costante di cm 4 (resi dopo la rullatura), con l’ausilio del tracciamento plano altimetrico di controllo, utile a correggere ulteriori ed eventuali difetti di planarità ancora presenti.
Compatibilmente con le aree cantierizzate, la stesa è stata organizzata su uno o più turni di lavoro così da garantire strisciate più lunghe prive di punti di ripresa ed evitare soste prevedibili, che avrebbero comportato un’inevitabile raffreddamento del conglomerato. Ove possibile, si è provveduto all’impiego contemporaneo di due vibrofinitrici affiancate, realizzando così la giunzione “a caldo” delle due strisciate. Per la giunzione longitudinale di stese eseguite in tempi diversi, si è sempre provveduto alla fresatura del dente di attacco, così da ravvivare e regolarizzare lo stesso, eliminando al contempo la parte più marginale della precedente stesa.
A seguire, si riportano per punti gli elementi più caratterizzanti dell’appalto in oggetto:
Le efficienti frese hanno permesso di rispettare con precisione sia le profondità di fresatura prescritte che la ristretta finestra temporale. Il conglomerato bituminoso è stato asportato strato per strato, per separare il prezioso fresato e riciclarlo in seguito.

Per la stesa di base e Binder, previo posizionamento topografico delle sezioni di progetto, i nostri tecnici hanno posizionato fili longitudinali a guida plano altimetrica da seguire durante la posa della nuova pavimentazione. Tale tracciamento consente di verificare in ogni momento delle lavorazioni la posa del conglomerato all’esatta quota di progetto, determinando nel caso di stesa in più strati, l’esatto spessore mancante al raggiungimento della quota in ogni punto della piattaforma stradale.

Nella fase di stesa di base e binder hanno assunto ruoli da protagonista i rulli gommati: subito dopo il passaggio delle vibrofinitrici hanno provveduto alla compattazione iniziale, garantendo un buon effetto di impastamento e sigillatura, fattori decisamente importanti in cantieri impegnativi.

Le vibrofinitrici Vogele e rulli Bomag tipo Asphalt Manager hanno fatto la parte del leone nella fase di stesa dei conglomerati bituminosi base binder e tappeto. Le vibrofinitrici Vogele della Pesaresi Giuseppe Spa offrono una qualità di stesa di prim’ordine. I banchi conseguono un alto grado di precompattazione in modo molto uniforme su tutta la larghezza di stesa. Bomag Asphalt Manager è il sistema di regolazione intelligente che gestisce il potenziale disponibile in funzione della reale necessità, fornendo sempre la massima potenza di compattazione possibile.

Prima dell’esecuzione del drenante si è fatto ricorso al sistema di livellamento con tecnologia robotica 3D. Con la definizione “fresatura intelligente o fresatura 3D” si vuole identificare il processo specifico che permette, con una normale fresa stradale, di ottimizzare lo spessore di fresatura, indipendentemente dalla conformazione della sovrastruttura stradale esistente. Il sistema prevede dei componenti da montare sulla fresa e l’utilizzo di una Stazione Totale Robotizzata UTS [Universal Total Station] per la guida del mezzo. La prima fase del lavoro è consistita nell’eseguire un rilievo planoaltimetrico dello stato di fatto esistente per tutta la piattaforma stradale, con precisione millimetrica, in modo da acquisire tutte le imperfezioni della pavimentazione. Si è poi proseguito con la posa dei caposaldi indispensabili per la successiva fresatura 3D. Il lavoro è stato eseguito con stazioni totali robotiche. I dati di rilievo sono stati poi importati nel software di progettazione stradale per sviluppare un progetto 3D ottimizzato con pendenze longitudinali e trasversali costanti. ll progetto ottimizzato è stato creato con l’intenzione di fresare tutta la superficie stradale in modo da avere il sottofondo perfettamente livellato, senza avvallamenti di sorta. Si è provveduto infine alla creazione di un file guida macchina in 3D e per la Stazione Totale (per controllo).
La Pesaresi ha messo a punto e certificato uno spargifiller da montare su trattorino gommato, da utilizzarsi dopo la mano di attacco con emulsione modificata. Tale attrezzatura consente di spargere sull’emulsione bituminosa la giusta quantità di filler, ottimale per impedire l’adesione con la superficie di posa dei pneumatici dei mezzi adibiti al trasporto e alla stesa del conglomerato, il tutto senza creare una superficie di separazione tra la mano di attacco e lo strato di conglomerato bituminoso superiore.

Oltre alla qualità delle macchine, anche la buona formazione delle squadre di operatori è un aspetto essenziale per la buona riuscita del progetto. Affinché le nostre squadre siano in grado di fornire un lavoro di qualità, gli operatori delle macchine ed i capisquadra di stesa frequentano periodicamente corsi di aggiornamento.

Durante la stesa del tappeto d’usura, ove possibile si è provveduto all’impiego contemporaneo di due vibrofinitrici affiancate, realizzando così la giunzione “a caldo” delle due strisciate.

La stesa del tappeto d’usura drenante è avvenuto mediante macchina vibrofinifinitrice gommata, dotata di sistema Big Multiplex da 12 mt con tre sensori laser. Nel settore delle costruzioni stradali i requisiti di precisione e di qualità diventano sempre più severi. Allineando tre sensori di altezza a ultrasuoni è possibile scansionare simultaneamente un riferimento fisico in più punti opportunamente distanziati. L’automatismo di livellamento calcola un livello di riferimento virtuale sulla base delle misure rilevate. I tre sensori ultrasonici sono fissati su una trave lunga fino a 12 m. Il nuovo sistema è pertanto in grado di riconoscere e compensare facilmente irregolarità estese come le ondulazioni del terreno. Il sistema funziona pertanto con maggiore precisione rispetto a un singolo sensore di altezza.
Lo studio delle miscele per la realizzazione dei conglomerati bituminosi rispondenti alle caratteristiche dettate dal Capitolato Speciale d’Appalto, è stato eseguito interamente nel laboratorio prove interno alla Pesaresi Giuseppe S.p.A. ed approvato da Spea S.p.A., in qualità di ente di controllo incaricato dalla Direzione Lavori.

Il conglomerato bituminoso impiegato nelle lavorazioni è stato interamente prodotto nell’impianto di proprietà della Pesaresi Giuseppe S.p.A Materiali impiegati: base 0/30 mod. hard; binder 0/18 mod. hard; usura drenante; usura ipodrenante; usura 0/15 100% basalto bitume mod. hard.

Il trasporto del conglomerato bituminoso è stato affidato esclusivamente a bilici stradali con cassone coperto, garantendo tempi di percorrenza medi di circa 30/60 minuti dal luogo di carico alla zona di lavorazione; poiché i nostri Direttori di Cantiere avevano determinato preventivamente il numero esatto dei mezzi di trasporto necessari, le vibrofinitrici ad alte prestazioni hanno potuto esprimere tutte le loro potenzialità, sfruttando al massimo il tempo a disposizione senza nessun fermo macchina.

Specifiche intervento
STAZIONE APPALTANTE:
Società “AUTOSTRADE PER L’ITALIA S.p.A.”
COMMITTENTE:
Raggruppamento temporaneo di imprese “PENTAPOLI” Soc. Consortile a r.l.
CRITERIO DI AGGIUDICAZIONED DEI LAVORI:
Lavoro in Subappalto
IMPORTO DI CONTRATTO:
€ 23.840.000,00
CATEGORIE D’OPERA:
OG3 € 23.840.000,00
DATA DI INZIO E FINE LAVORI:
dicembre 2011 – luglio 2014








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}